   |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Request a Quote
3 Stage Air Pollution Control Equipment
 The most important aspect of Lead Smelting operation is treatment of effluent gases, which generates by reduction / smelting operation. Pollution control equipment’s are designed and tested in house at various degree of operations on various atmospheric conditions. The most important aspect of Lead Smelting operation is treatment of effluent gases, which generates by reduction / smelting operation. Pollution control equipment’s are designed and tested in house at various degree of operations on various atmospheric conditions.
These pollution control equipment’s, are totally, controlled for any kind of over pressure and over temperature. At the inlet of Bag House, Spark Arrestor would be installed, which will catch the sparks coming in the bag house and prevent the burning of Filter Bags. Automatic temperature controlled system at the inlet of bag house is provided. The temperature controller will sense the temperature of hot air gases and open the fresh air damper valve to control the temperature of incoming gas before entering the Bag House. Filter unit is designed for continuous operation and operates at 5 – 7 Kg/sq. cm. compresses dry air. Electrically actuated solenoid valves control the whole system of compressed air through 10 stage electronic sequential timer. Pollution Control & Waste ManagementIn Lead Smelting/ Recycling process following equipment in series mainly form Pollution Control system:
Dust Collector It is a sort of Gravity Settling Chamber, the gravity-settling chamber consist of a chamber with baffles in which the gas velocity is reduced to enable dust to settle out by the action of gravity. Here normally the settling of particles larger 100 micron takes place. The velocity of flue gases entering into the dust collector will not be more than 2 m/sec and designed for minimum turbulence in chamber for easy settlement. It is a sort of Gravity Settling Chamber, the gravity-settling chamber consist of a chamber with baffles in which the gas velocity is reduced to enable dust to settle out by the action of gravity. Here normally the settling of particles larger 100 micron takes place. The velocity of flue gases entering into the dust collector will not be more than 2 m/sec and designed for minimum turbulence in chamber for easy settlement.
Cyclone Tower It is connected after Dust Collector where flue gas path involves a double vortex with the gas spiralling downward at the outside and upward at the inside. When the gas enters the cyclone, its velocity undergoes redistribution so that the tangential component of velocity increases with decreasing radius. The spiral velocity in a cyclone reaches a value several times the average inlet-gas velocity. These cyclone collects the dust up to the size of 50 Micron. It is connected after Dust Collector where flue gas path involves a double vortex with the gas spiralling downward at the outside and upward at the inside. When the gas enters the cyclone, its velocity undergoes redistribution so that the tangential component of velocity increases with decreasing radius. The spiral velocity in a cyclone reaches a value several times the average inlet-gas velocity. These cyclone collects the dust up to the size of 50 Micron.
Cooling Tower It is connected after the Cyclone where the flue gases are cool down up to 120°C to 130°C to avoid burning of filter bags. This is properly designed as per the ambient air temperature and based on the heat transfer through conduction and convection. At the bottom of the cooling tower screw conveyor with Rotary air lock valves are provided to collect discharge dust in the bins. It is connected after the Cyclone where the flue gases are cool down up to 120°C to 130°C to avoid burning of filter bags. This is properly designed as per the ambient air temperature and based on the heat transfer through conduction and convection. At the bottom of the cooling tower screw conveyor with Rotary air lock valves are provided to collect discharge dust in the bins.
Spark ArresterIt is also installed after the cooling tower and just before to the bag house to avoid entering any spark into the bag house. Because of any spark, polyester filter bags may get burnt. To avoid such type of problem the spark arrester is designed and fitted before the bag house.Bag HouseIt is present in series, after Spark Arrester and contains filter bags through which dust laden gases passes. These filter bags are capable to filter 33000 CMH flue gases at temperature of 120°C-130°C in the presence of pulse jet cleaning system, which works at the air pressure of 6 kg/cm2. The filter bags can catch the particulate matter as small as up to 5 microns size. Screw Conveyor equipped with Rotary air lock valve is provided at the bottom discharge end for dust removal.
Wet Scrubber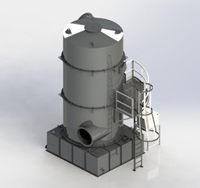 It is one of the most essential equipment in the series for controlling pollution mainly removing gaseous pollutants. Counter Current vertically upward flow flue gas against water spray through the packed bad improve efficiency of removal of most unwanted gas from flue gas by water. Mist generated during wet scrubbing action is controlled by mist eliminators present in wet scrubber before flue gas outlet port. It is one of the most essential equipment in the series for controlling pollution mainly removing gaseous pollutants. Counter Current vertically upward flow flue gas against water spray through the packed bad improve efficiency of removal of most unwanted gas from flue gas by water. Mist generated during wet scrubbing action is controlled by mist eliminators present in wet scrubber before flue gas outlet port.
|The circulating water absorbs Sulphur Di-Oxide gas and the acidic water formed which passes through Water Treatment Plant and get neutralized. Neutralized water is re-circulated in the system. Induced draft Blower is connected to controlling air damper and loose flexible connection at inlet with Wet scrubber and outlet connected to the chimney of about 30-meter Height. ChimneyChimney is provided for venting flue gases and dispense pollutants at altitude helping to ease down its influence on surrounding over greater area reducing pollutants concentration in compliance with regulatory limits.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Company
Email : info@gravitatechnomech.com
Phone : +91-141-2623266
|




